
Polycarbonate Pool Cover Welding Machines
Ang Teknolohiya ng Sealing Contrast sa Pagitan ng Landy At Iba Pa
| Tatak | Landy | Iba pa | Iba pa |
| Proseso | Mataas na temperatura mainit na proseso ng pagkatunaw | Mataas na dalas na proseso ng hinang | Proseso ng pag-sealing ng pandikit |
| Oras ng Pagpoproseso | Mataas na temperatura na proseso ng hot-melt, maikling oras ng paglamig, 10 segundo lamang | Mataas na dalas na proseso ng hinang, maikling oras ng paglamig, 10 segundo lamang | Naayos sa pamamagitan ng pag-inject ng pandikit, ang oras ng paggamot ay mahaba, tumagal ng higit sa 10 oras |
| Estetika | Isang linya lang sa welding point, maayos at maganda | Maayos at maganda | Ang dami ng iniksyon na pandikit ay mahirap kontrolin at may kaunting epekto sa aesthetic |
| Epekto ng pagbubuklod | Malakas na hinang, walang pagkaluwag, walang pagpasok ng tubig | Madaling pagkaluwag at pagpasok ng tubig | Madaling bumukol at maging sanhi ng pag-crack ng mga slats at madaling makapasok ang tubig |
| Antibacterial | Malakas na sealing, walang moisture sa loob, magandang antibacterial property | Madaling makapasok sa tubig at magparami ng mga mikroorganismo | Madaling makapasok sa tubig at magparami ng mga mikroorganismot Ang pandikit ay inaamag dahil sa mga mikroorganismo |
| Kababalaghan sa pagtanda | Magdagdag ng anti-aging agent, malakas na anti-pagtanda | Madaling ipasok ang tubig at pinabilis ang pagtanda | Ang pandikit ay madaling matanda at dilaw, nakakaapekto sa hitsura at epekto ng sealing |
| Larawan |
|
|
|
| Comprehensive Asseument | ★★★★★ | ★★★ | ★★ |


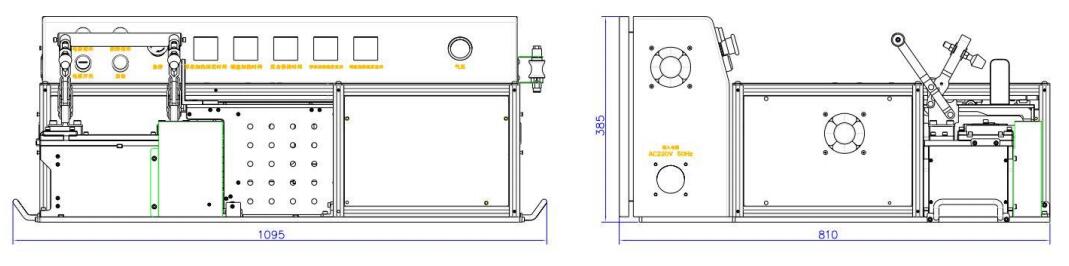
Ang mga detalye sa heat sealing machine



Sukat para sa slat(mm)
1. tolerance ng slat cutting (para sa haba):L1 mm
2. Kailangang flat ang slat cutting profile, kung hindi, gaya ng ipinapakita ng mga sumusunod na larawan, makakaapekto ito sa epekto ng welding, na magreresulta sa welding part sa pagitan ng slat at dulo na hindi sapat na matatag, at madaling tumagas ng tubig
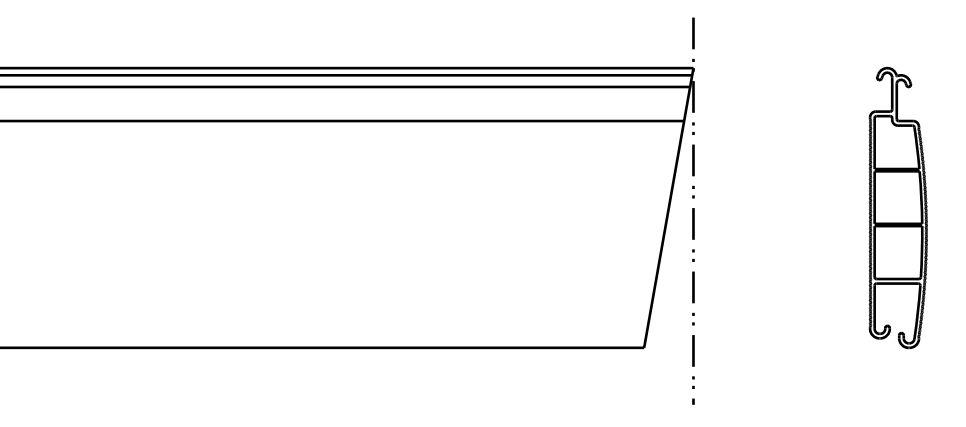
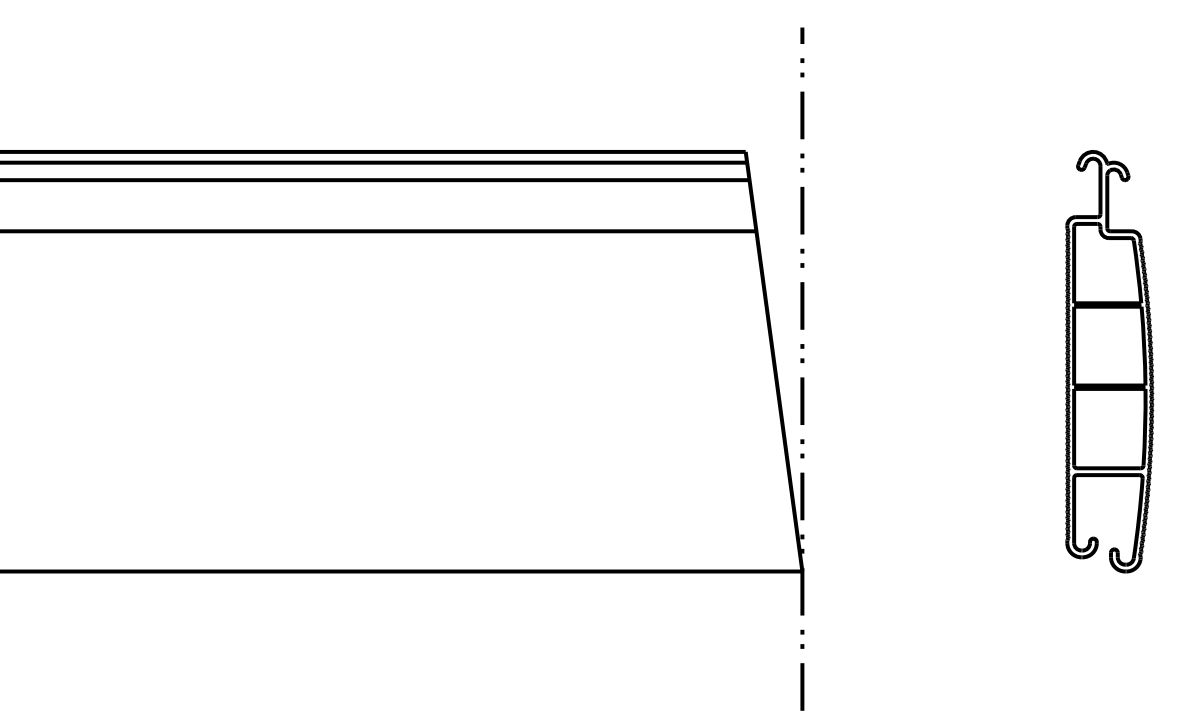


3. pagkatapos ng pagputol, kailangang linisin ang fragment sa loob at labas ng slat
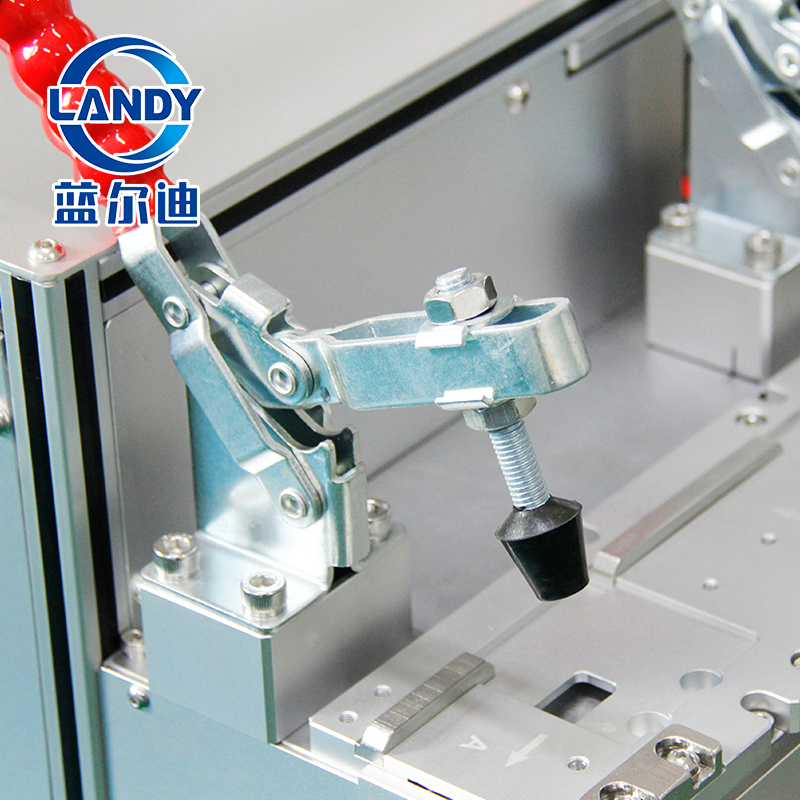
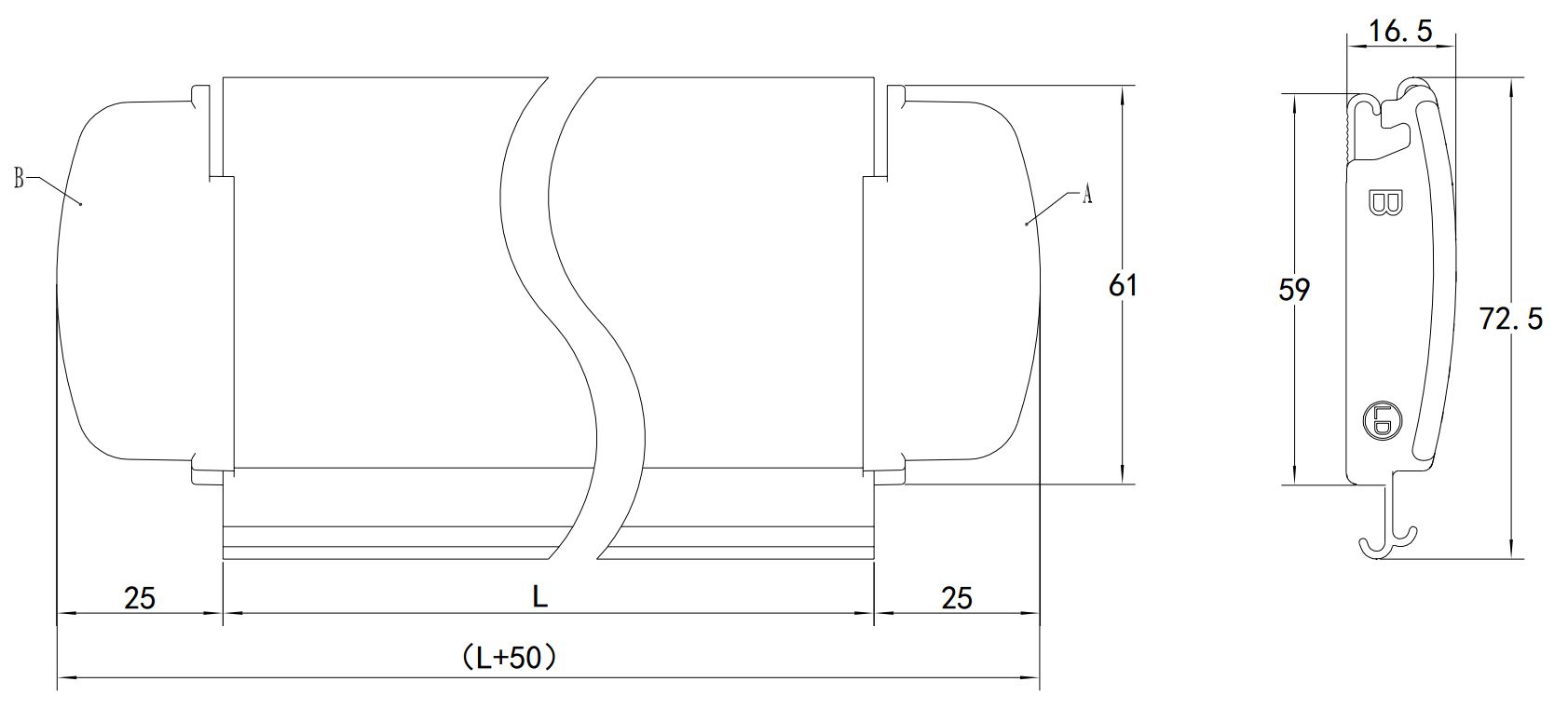
Welding para sa slat at dulo
1. laki para sa pagtatapos ng hinang (mm)
2. Pagsubok ng lakas ng hinang ng welding assembly sa pagitan ng slat at dulo, Pagsubok sa higpit ng tubig
Dalas ng pagtuklas:Inspeksyon sa unang piraso, regular na inspeksyon ng sampling sa panahon ng produksyon
Paraan ng pagtuklas:
① Lakas ng hinang:Masiglang tanggalin ang bahagi ng hinang upang makita kung maluwag ang dulo at mahuhulog;
② Pagsusuri sa higpit ng tubig:Ilagay ang bahagi ng hinang sa tubig at ibabad sa loob ng ilang oras.Biswal na suriin kung may tubig sa slat.
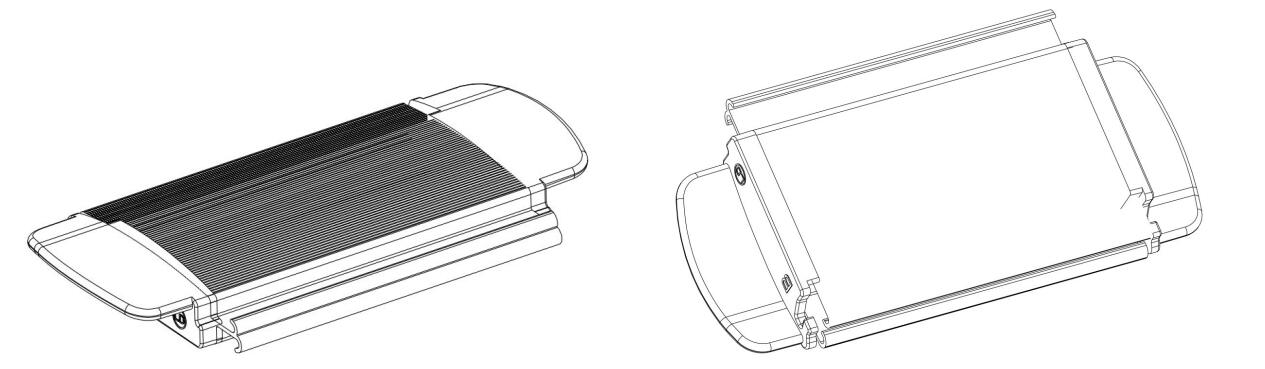
3. welding assembly gaya ng ipinapakita ng mga larawan
-

1.5mm PVC Liner na may anumang Purong Asul na Kulay
-

Awtomatikong Ivory Isolation Polycarbonate Pool Co...
-
Matibay na PC Slat na Nababawi na Awtomatikong Takip ng Pool ...
-

DIY Above Ground Swimming Pool PVC Liner
-

Pvc Vinyl 1.2mm 1.5mm Blue Swimming Plastic Poo...
-

Awtomatikong Polycarbonate Pool Cover Espesyal na De...





